¿Cómo imprimir más rápido sin perder calidad?
8 maneras para acelerar tu impresora 3D sin perder calidad
Has comenzado en la impresión 3D, pero te das cuenta de que las impresiones tardan mucho más de lo que esperabas. Esto es algo en lo que muchas personas piensan, así que buscan formas de acelerar su impresora 3D sin sacrificar la calidad de impresión.
Hay ¡varios métodos para lograr esto y lo vamos a explicar en este post.
¿Cómo acelerar tu impresora 3D sin perder calidad? Es posible acelerar los tiempos de impresión 3D sin perder calidad ajustando cuidadosamente y gradualmente la configuración de su segmentación. Los mejores ajustes para ajustar para lograr esto son el patrón de relleno, la densidad de relleno, el grosor de la pared, la velocidad de impresión y el intento de imprimir varios objetos en una sola impresión.
Es bastante simple, pero muchas personas no conocen estas técnicas hasta que consiguen más experiencia en el mundo de la impresión 3D.
Veremos cómo los usuarios en la comunidad de impresión 3D logran tiempos de impresión óptimos con sus impresiones sin sacrificar la calidad, así que sigue leyendo para averiguarlo.
8 maneras de aumentar la velocidad de impresión sin perder calidad
En su mayor parte, reducir el tiempo en los tiempos de impresión viene a aumentar lavelocidad de avance (velocidad a la que se extruye el material), o disminuir la cantidad de extrusión por completo.
Otros factores entran en juego, así que los explicaré con más detalle.
1. Aumentar la velocidad de impresión en la configuración de la segmentación de datos
Hablando claramente, la velocidad de impresión no tiene el efecto más significativo en el tiempo de impresión, pero ayudará en general. La configuración de velocidad en su segmentación de datos ayudará más dependiendo de qué tan grande sea la impresión, donde los objetos más grandes ven relativamente más beneficios en la reducción de los tiempos de impresión.
Lo bueno de esto es poder equilibrar la velocidad y la calidad de tus impresiones. Puedes aumentar gradualmente la velocidad de impresión y ver si realmente tiene un efecto en su calidad de impresión, muchas veces tendrá algo de espacio para aumentarla.
Tendrás múltiples ajustes de velocidad para partes específicas de tu objeto, como perímetros, relleno y material de soporte, por lo que es una buena idea ajustar estos ajustes para maximizar las capacidades de tu impresora.
Por lo general, tendrías una alta velocidad de llenado, perímetro promedio y velocidad de material de soporte, luego perímetro pequeño / externo bajo y velocidad de puentes / huecos.
Tu impresora 3D generalmente tendrá pautas sobre qué tan rápido pueden ir, pero puedes tomar medidas adicionales para que vaya más rápido.
Este video a continuación de Maker’s Muse entra en algunos detalles sobre diferentes configuraciones que son muy útiles. Tiene su propia plantilla de ajustes que implementa y que puedes seguir y ver si funciona bien en tu caso.
Un buen paso a dar para poder aumentar la velocidad de la impresora es reducir el bamboleo de tu impresora haciéndola más resistente. Esto se puede hacer apretando tornillos, varillas y cinturones o usar piezas que no pesan tanto, por lo que hay menos momentos de inercia y resonancia de las vibraciones.
Estas vibraciones son las que reducen la calidad en las impresiones.
Se trata de la eficiencia de movimiento que tu impresora puede manejar sin sacrificar la calidad, especialmente con esquinas y voladizos afilados. Dependiendo del diseño de tu producto, tendrás más espacio para aumentar la velocidad de impresión 3D sin problemas.
Otra configuración que puede funcionar muy bien es aumentar la velocidad de la pared interior para que coincida con la velocidad de impresión general, en lugar de la mitad del valor predeterminado de Cura. Esto puede darle disminuciones significativas en el tiempo de impresión y aún así dejarle con una calidad increíble.
2. Ajustes de Aceleración
La configuración de la aceleración es esencialmente la rapidez con la que el cabezal de impresión puede moverse desde una posición fija. Tu quieres que tu cabezal de impresión se mueva suavemente y no demasiado rápido. También es la velocidad a la que tu impresora saltará inmediatamente antes de tener en cuenta la aceleración.
Los ajustes de aceleración son la rapidez con la que el cabezal de impresión llega a su velocidad máxima, por lo que tener una aceleración baja significa que tu impresora no podrá llegar a su velocidad máxima con impresiones más pequeñas.
Un valor de tirón más alto reducirá el tiempo de impresión, pero tiene otras implicaciones, como causar más estrés mecánico a su impresora y una posible disminución de la calidad de impresión si es demasiado alta debido a las vibraciones. Puedes lograr un buen equilibrio para que no afecte a la calidad.
Lo que necesitas hacer aquí es determinar la configuración óptima y puedes hacerlo estableciendo un valor de aceleración / tirón que sabe que es demasiado alto (H) y demasiado bajo (L), luego resolviendo el valor medio (M) de los dos.
Intenta imprimir con esta velocidad de valor medio, y si encuentras que M es demasiado alto, usa M como su nuevo valor H, o si es demasiado bajo, luego usa M como su nuevo valor L y luego busca el nuevo valor medio. Empieza y repite para encontrar un ajuste óptimo para cada uno.
Los valores de aceleración no siempre se mantendrán iguales, ya que hay muchos factores que pueden afectarlo con el tiempo, por lo que es más un rango en lugar de un número perfecto.
Prueba la configuración del tirón imprimiendo el cubo de prueba de vibración y viendo si las vibraciones son visibles en cada eje inspeccionando las esquinas, los bordes y las letras del cubo.
Si hay vibraciones en el eje Y, se verá en el lado X del cubo, y las vibraciones en el eje X serán visibles en el lado Y del cubo.
Tienes esta calculadora de aceleración de velocidad máxima (en la parte inferior) que le indica cuándo tu impresora alcanzará la velocidad deseada y durante cuánto tiempo a través de un eje.
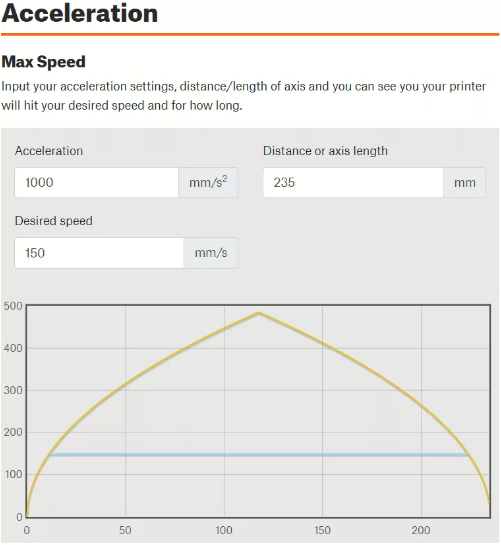
La línea amarilla curvada representa la trayectoria del extremo del efector permitida por la inercia, mientras que la línea azul es la velocidad a la que intenta sacudirse. Si necesitaa velocidades por debajo de la velocidad del tirón, pierde precisión.
3. Patrón de relleno
Cuando se trata de la configuración de relleno, tienes muchos patrones de relleno que puedes elegir y que tienen sus propias fortalezas y debilidades.
Definitivamente puedes elegir un patrón de relleno que imprima más rápido que otros, lo que puede ahorrar mucho tiempo en aumentar esa velocidad de impresión.
El mejor patrón de relleno para la velocidad tiene que ser el patrón de ‘líneas’ (también llamado rectilíneo) debido a su simplicidad y menor número de movimientos en comparación con otros patrones. Este patrón puede ahorrarte hasta un 25% de tiempo de impresión dependiendo de tu modelo.
Echa un vistazo a mi artículo sobre el mejor patrón de relleno para la impresión 3D para algunos detalles interesantes sobre los patrones internos de tus impresiones 3D.
Por lo general, tendrías que cambiar la fuerza con la velocidad, por lo que aunque hay patrones que son más fuertes, tardarán más en imprimirse que el patrón forrado.
Una vez más, es mejor tratar de lograr un equilibrio entre la fuerza deseada de tus impresiones y la rapidez con la que deseas imprimirla. Un patrón de relleno bien equilibrado sería el patrón de cuadrícula o triángulos que tienen una buena mezcla de fuerza y no tardan demasiado en imprimirse.
El patrón de relleno que tiene la fuerza como su fuerza principal sería el patrón de panal que es bastante detallado y requiere que su cabezal de impresión para hacer muchos más movimientos y giros que la mayoría de los otros patrones.
Una gran combinación para agregar resistencia a sus piezas es aumentar el ancho de extrusión dentro de tu cortadora, luego agregar perímetros o paredes a tus modelos.
Se ha probado de muchas maneras, pero aumentar el número de paredes o espesor de pared tiene un impacto más significativo que aumentar la densidad de relleno.
Otro consejo es utilizar el patrón de relleno Gyroid, que es un relleno 3D diseñado para dar una gran fuerza en todas las direcciones, sin necesidad de una alta densidad de relleno.
Los beneficios del patrón Gyroid no es solo su resistencia, sino que es relativamente rápida la velocidad y el soporte de la capa superior, para reducir las malas superficies superiores.
4. Densidad de relleno
Como la mayoría de los usuarios saben, una densidad de relleno de 0% significa que el interior de su impresión será hueco, mientras que una densidad de 100% significa que el interior será sólido.
Ahora, tener una impresión hueca definitivamente significará menos tiempo dedicado a imprimir porque su impresora tiene mucho menos movimiento requerido para terminar la impresión.
Cómo puede ahorrar tiempo aquí es lograr un buen equilibrio de la densidad de relleno a las necesidades de su impresión.
Si tiene una impresión funcional que, digamos, va a sostener un televisor en la pared, es posible que no desee sacrificar la densidad y la fuerza del relleno para ahorrar tiempo de impresión.
Pero si tienes una impresión decorativa que es solo estética, tener una alta densidad de relleno no es tan necesario. Depende de ti medir la cantidad de densidad de relleno que se debe usar en tus impresiones, pero esta es una configuración que puede reducir un poco ese tiempo de impresión.
A través de pruebas que muchas personas han hecho, el rango de densidad de relleno más económico, equilibrado con buena resistencia tendría que estar entre el 20% y el 35%. Ciertos patrones pueden dar una fuerza increíble incluso con baja densidad de relleno.
Incluso el 10% con algo como un patrón de relleno cúbico funciona bastante bien.
Cuando se va por encima de estos valores, el equilibrio entre el material utilizado, el tiempo empleado y las ganancias de resistencia disminuye más rápido, por lo que generalmente es una mejor opción seguir con estos rellenos dependiendo de su propósito.
Otra cosa que debes saber es que cuando entras en los rangos más altos de densidad de relleno, como 80%-100%, en realidad no obtienes mucho a cambio de la cantidad de material que estás usando.
Por lo tanto, en la mayoría de los casos, desea evitar ir a densidades de relleno tan altas a menos que tenga un propósito para un objeto que tenga sentido.
5. Espesor de la pared, capas
Hay una relación entre el espesor de la pared y la densidad de relleno que debe tener en cuenta antes de cambiar esta configuración.
Cuando tengas una buena relación entre estos dos ajustes, te asegurarás de que tu modelo 3D no pierda sus capacidades estructurales y permita que la impresión sea exitosa.
Será una experiencia de prueba y error gradual donde puede anotar las proporciones que resultan en una impresión fallida, y ese equilibrio perfecto de gran calidad de impresión y tiempo de impresión reducido.
Si tienes ajustes con baja densidad de relleno y bajo grosor de pared, es más probable que tus impresiones fallen debido a la baja resistencia, por lo que solo debes ajustar estos ajustes si estás creando productos donde la resistencia no es necesaria, como prototipos y modelos de pantalla.
Disminuir el número de capas / perímetros de tus impresiones en la configuración acelerará los tiempos de impresión con seguridad. Debes jugar con estos ajustes para encontrar qué números te dan una buena cantidad de fuerza, mientras lo mantienes tan bajo como puedas.
Un recuento de líneas de pared de 3 y un grosor de pared que duplica el diámetro de la boquilla (generalmente 0,8 mm) deberían funcionar perfectamente bien para la mayoría de las impresiones 3D.
6. Altura de capa dinámica / Ajustes de capas adaptables
Las alturas de la capa en realidad se pueden ajustar automáticamente dependiendo del ángulo de la capa. Se llama capas adaptativas o altura de capa dinámica, que es una gran característica que se puede encontrar en Cura. Puede acelerar y ahorrarle una cantidad decente de tiempo de impresión en lugar de usar el método tradicional de estratificación.
Cómo funciona es que determina qué áreas tienen curvas y variaciones significativas, e imprime capas más delgadas o más gruesas dependiendo del área. Las superficies curvas se imprimirán con capas más delgadas para que sigan mente suaves.
En el siguiente video, Ultimaker hizo un video en Cura que demuestra la excelente capacidad de esta configuración para ahorrarte tiempo de impresión.
Imprimieron una pieza de ajedrez con y sin el ajuste capas adaptativas y registraron el tiempo. Con la configuración normal, la impresión tomó 2 horas y 13 minutos, con la configuración en, la impresión llevó sólo 1 hora y 33 minutos que es una reducción del 30%.
7. Imprimir varios objetos en una sola impresión
Otro método para acelerar el tiempo de impresión es utilizar todo el espacio en la cama de la impresora en lugar de hacer una impresión a la vez.
Una buena manera de lograr esto es usar la función de centro y organizar en su segmentación de datos. Puedes hacer una diferencia significativa con la velocidad de impresión y evitar que tengas que restablecer y luego recalentar tu impresora, lo que lleva un tiempo valioso.
Ahora no podrás hacer esto con impresiones que usan más de la mitad del espacio de impresión, pero si estás imprimiendo impresiones pequeñas, deberías poder copiar y pegar el diseño varias veces en tu cama de impresión.
Dependiendo del diseño de sus impresiones, puedes jugar con la orientación para que puedas utilizar su espacio de impresión de una manera óptima. Hacer uso de la altura de su cama de impresión y así sucesivamente.
Cuando se trata de impresoras más pequeñas, no podrás hacer este método tan bueno como las impresoras más grandes, pero aún así debería ser más eficiente en general.
8. Eliminación o reducción de soportes
Este es bastante autoexplicativo en cómo ahorra tiempo de impresión. Cuanto más material de soporte extruya su impresora, más tiempo tardarán tus impresiones, por lo que es una buena práctica imprimir objetos que no requieren soportes en absoluto.
Hay varias técnicas que puede tener en cuenta para diseñar objetos que no necesitan soporte, o quita la mayoría de él.
Muchos diseños que las personas crean están hechos específicamente para que no requieran soportes. Es una forma muy eficiente de impresión 3D y por lo general no sacrifica en calidad o fuerza.
El uso de la mejor orientación para sus modelos puede ayudar a reducir significativamente los soportes, especialmente cuando se tienen en cuenta los ángulos de voladizo de 45 °. Un gran método es ajustar la orientación, luego usar soportes personalizados para sostener su modelo donde sea necesario.
Con una gran calibración, en realidad puedes imprimir voladizos en 3D muy por encima de los 45 °, algunos incluso subiendo a 70 °+, así que intente marcar sus ajustes de temperatura y velocidad lo mejor que pueda.
En relación con la impresión de múltiples objetos en una sola parte, algunas personas ven aumentos de velocidad en su impresión 3D al dividir modelos e imprimirlos en la misma impresión.
Esto puede eliminar la necesidad de soportes en muchos casos si divide el modelo en el lugar correcto y los orienta muy bien. Tendrás que pegar las piezas juntas después, lo que aumenta tus tiempos de post-procesamiento.
Otro ajuste que ha sacado a la luz es el ajuste Espesor de capa de relleno en Cura. Cuando piensas en tus impresiones 3D, en realidad no ves el relleno, ¿verdad? Esto significa que no es importante para la configuración de calidad, por lo que si usamos capas más gruesas, podemos imprimir más rápido.
Funciona imprimiendo tus capas normales de relleno para algunas capas, luego no imprimiendo relleno para otras capas.
Debes establecer el Grosor de la capa de relleno como un múltiplo de la altura de la capa, por lo que si tiene una altura de capa de 0,12 mm, vaya a 0,24 mm o 0,36 mm, aunque si no lo hace se redondeará al múltiplo más cercano.
Aumento de la velocidad de impresión con una reducción de la calidad
1. Usa una boquilla más grande
Este es un método simple para aumentar la velocidad de impresión y velocidad de avance. El uso de una boquilla más grande es una manera fácil de imprimir objetos más rápido, pero verás una reducción en la calidad en forma de líneas visibles y superficies más ásperas.
Cuando imprimes con, digamos, una boquilla de 0,2 mm, estás colocando capas finas cada vez que pasas por encima de la superficie de impresión, por lo que obtener una altura de 1 mm llevará 5 movimientos de extrusión sobre el área.
En comparación con una boquilla de 0,5 mm, solo llevaría 2, por lo que puede ver cómo el tamaño de la boquilla afecta en gran medida a los tiempos de impresión.
El tamaño de la boquilla y la altura de la capa tienen una relación, donde las pautas generales son para que usted tenga una altura de capa que sea como máximo el 75% del diámetro de la boquilla.
Así que con una boquilla de 0,4 mm, tendrías una altura de capa de 0,3 mm.
Aumentar la velocidad de impresión y reducir la calidad no tiene que ser un inconveniente.
Dependiendo de lo que tu modelo es y tu diseño quiere, puedes elegir diferentes tamaños de boquilla para aumentar la velocidad.
Una impresión con capas delgadas es más probable que tenga un efecto negativo en la firmeza del objeto final, por lo que cuando desee resistencia, puede elegir una boquilla más grande y aumentar la altura de la capa para una base más dura.

2. Aumentar la altura de la capa
En la impresión 3D, la resolución o la calidad de los objetos impresos suelen estar determinadas por la altura de la capa que se establece. Cuanto menor sea la altura de la capa, mayor será la definición o la calidad de sus impresiones, pero se traduce en un tiempo de impresión más largo.
Por ejemplo, si imprimes a una altura de capa de 0,2 mm para un objeto y, a continuación, imprime el mismo objeto a una altura de capa de 0,1 mm, se duplica efectivamente el tiempo de impresión.
Los prototipos y las impresiones funcionales que no se ven mucho generalmente no necesitan ser de alta calidad, por lo que usar una altura de capa más alta tiene sentido.
Si estás buscando imprimir un objeto que para enseñar, deseas que sea estéticamente agradable, suave y de gran calidad, por lo que estos se imprimen mejor a alturas de capa más finas.
Puedes moverte con seguridad hasta alrededor del 75%-80% del diámetro de tu boquilla y aún así imprimir con éxito tus modelos sin perder demasiada calidad. Veamoslo en el siguiente vídeo:
¿Por qué mis impresiones 3D toman tanto tiempo y son lentas?
Aunque la impresión 3D se conoce como prototipado rápido, en muchos casos son realmente lentos y tardan mucho tiempo en imprimirse. Las impresiones 3D tardan mucho debido a las limitaciones en la estabilidad, la velocidad y la extrusión del material.
Puedes obtener ciertos modelos de impresoras 3D conocidas como impresoras 3D Delta que se sabe que son muy rápidas, alcanzando velocidades de 200 mm / s y superiores todavía a una calidad respetable.
No todas las impresoras 3D tienen que ser tradicionalmente lentas. Puede usar una impresora 3D que esté diseñada para la velocidad, de modo que sus impresiones 3D no tomen tanto tiempo y no sean tan lentas como de costumbre.
Conclusión
Con la práctica y la experiencia, encontrarás una gran altura de capa que te da una gran calidad y un tiempo de impresión razonable, pero realmente depende de tu preferencias y el uso de tus impresiones.
El uso de uno solo o una mezcla de estos métodos debería hacer que ahorres mucho tiempo en tu trabajo de impresión 3D. En el lapso de años, estas técnicas pueden ahorrarte fácilmente cientos de horas de impresión, así que apréndelas bien e impleméntalas donde pueda.
Cuando se toma el tiempo para aprender estas cosas, realmente mejora el rendimiento general de tus impresiones porque te ayuda a comprender los fundamentos de la impresión 3D.